Антикоррозионные свойства стали придаёт присадка хрома от 12%. На поверхности образуется защитная плёнка. При механическом и термическом воздействии она повреждается, но быстро восстанавливается на воздухе. Поэтому коррозионно стойкие металлы так ценятся.
Чем пайка лучше сварки
Соединение деталей из нержавеющей стали выполняется двумя методами: аргонной сваркой и пайкой твёрдым припоем. Если первый способ недоступен, альтернативой будет пайка. Главный плюс этого способа — в ненужности дорогостоящего промышленного аргонно-сварочного оборудования.
Пайка нержавейки серебряным припоем доступна в условия гаража и домашней мастерской. Для нередких случаев это дешевле и проще. Но и тут не всё гладко. Нержавейка — металл особый, мягким припоем его не взять. Для надёжной пайки понадобятся:
специальный флюс (если только припой не офлюсованный),
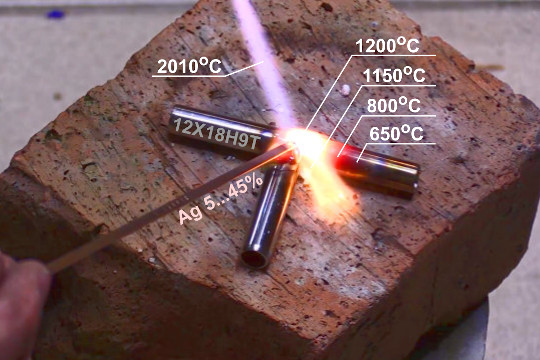
хорошая газовая горелка для пайки, способная давать факел пламени более 2000 градусов Цельсия (горелка на МАПП-газе даёт 2010 градусов, на пропане — меньше).
Всё правильно, серебро плавится при значительно меньшей температуре. Высокая температура горения необходима для быстрого прогрева металла и уверенного поддержания требуемого уровня тепла. Делает пайку нержавейки серебряным припоем качественной, распределение расплава равномерным, гарантирует его проникновение и растекание под действием капиллярного эффекта. И создаёт условия для выполнения ответственных соединений, которые будут работать под нагрузкой и давлением много лет.
Таблица 1. Температура плавления металлов и припоев
Металл
Температура плавления
Серебро
962°C
Нержавеющая сталь
1300-1500°C
Медь
1080°C
Олово
231,91°C
Латунь
880-950°C
Подготовка к успешной пайке
Спаиваемые детали подготавливаются, подгоняется форма и размер сопряжений, чтобы в итоге получился стык с минимальным зазором. Поверхности зачищаются. Лучше не использовать металлическую щётку, так как от неё останутся частички стружки, которые потом образуют ржавчину. Детали фиксируются друг относительно друга. На поверхности вокруг стыка наносится флюс.
Если используется офлюсованный пруток — сначала он прогревается боковой стороной на стыке, чтобы флюсующее вещество на нём расплавилось и попало в зазор до начала пайки.
В некоторых случаях, чтобы упростить и ускорить непосредственное спаивание, ответные поверхности заранее пропаивают, покрывают тонким слоем припоя. Лужёная поверхность металла лучше смачивается припоем. Но нужно учитывать, что размеры соединяемых деталей при этом изменяться. Например, при паянии тройника диаметр трубки увеличиться, а посадочного отверстия уменьшится.
Пайка
Поджигаем горелку пьезокурком. Прогреваем место пайки, причём не ограничиваясь местом у самого стыка, захватываем пошире, на расстояние 2-3 поперечника. Для массивных деталей потребуется больше тепла, чтобы металл не остывал в процессе паяния. Иначе не получится качественного соединения. Можно использовать двух- и даже трёх-сопловые газовые горелки. Или двумя горелками одновременно прогревать с двух сторон.
Важно не останавливать пламя горелки на одном месте, чтобы металл не перегрелся в одной точке, и его не повело и чтобы он не расплавился. Прогрев надо выполнять, равномерно медленно двигая сопло по всей поверхности сопряжения. Металл приобретает малиновый оттенок, а затем становится красным. Подносим пруток серебряного припоя к стыку.
Факел пламени нужно направлять не прямо на пруток, а немного опережать точку приложения прутка. Благодаря высокой температуре нагретых деталей припой плавиться и по прогретой нержавейке хорошо проникает в стык. Когда таким образом обработано всё соединение, пайка завершена. Даём изделию остыть. Зачищаем напильником и наждачкой, промываем водой с ветошью или губкой.
Готовое соединение выдерживает высокие механические нагрузки и давление. Хотя окончательная проверка произойдёт в работе, как правило, качество пайки уже можно наблюдать визуально. Дело сделано!
Каков расход серебряного припоя?
При соблюдении технологии расход очень небольшой. Например, для установки фланца на трубу 1 1/2" понадобиться не больше 1 сантиметра прутка.
Флюс
Наилучший вариант — это, конечно же, офлюсованный серебро содержащий пруток. Бери и паяй, не беспокоясь о флюсе. Классика — это ортофосфорная кислота, она хорошо избавляет от тонкого слоя окислов. Наносится кисточкой. Известен также простой в приготовлении состав из равных частей ортофосфорной кислоты и буры. Ещё один состав: бура, фтористый натрий, борная кислота. Покупая в магазине, выбираем флюс для высокотемпературной пайки.
Сравнение серебряного припоя и олова при пайке нержавейки
Преимущества олова в его дешевизне и низкой температуре расплавления, его берёт даже 60-ваттный электропаяльник. Вполне сгодится для лужения, заделки мелких отверстий, выполнения не ответственных соединений, которые будут работать под слабой нагрузкой. А также для временных решений, на скорую руку. Нужен оловянный припой без содержания свинца.
Температура плавления олова 232 градуса, а серебра 962. Какой из расплавов крепче въестся в поверхность нержавеющего металла? Как говориться, выбирайте сами.
Какую нержавейку нельзя паять твёрдыми припоями
Некоторые виды (марки) нержавеющих сталей нельзя подвергать ни сварке ни пайке твёрдыми припоями (серебром, латунью), из-за чего в них начинается внутренняя коррозия. Это аустенитные нержавеющие стали (названы в честь английского металлурга Аустена), например 12Х18Н9 (маркировка по ГОСТу — 0,12% углерода, 18% хрома, 9% никеля). Тут есть 2 варианта решения: лудить оловом, ибо оно относится к мягким припоям и плавится при 232 градусах. Или взять нерж другой марки. Например, если в обозначении будет буква Т или Б, то любой термообработке подвергать можно (они легированы титаном или ниобием: марки обозначаются 12Х18Н9Т или 12Х18Н9Б соответственно).


 Ремонт двигателей с/м
Ремонт двигателей с/м